|
|
Разработка технологического процесса изготовления корпуса внутреннего шарнира ВАЗ – семейство 2110Разработка технологического процесса изготовления
корпуса внутреннего шарнира ВАЗ – семейство 2110 Дипломный проект. Тольятти. Тольяттинский государственный университет, 2010. В дипломном проекте рассмотрены вопросы проектирования технологического процесса изготовления корпуса внутреннего шарнира в условиях среднесерийного производства Предложено: - применение нового технологического процесса изготовления детали в условиях серийного производства; - получение заготовки методом штамповки на ГКМ с последующей объемной калибровкой, с припусками, рассчитанными аналитическим методом; - применение высокопроизводительного оборудования - станков с ЧПУ, автоматов и полуавтоматов; - применение высокопроизводительной оснастки с механизированным приводом; - применили высокопроизводительный инструмент с износостойкими покрытиями; - изменение способа получения внутреннего отверстия - фрезерованием и шлифованием, что наиболее приемлемо в условиях серийного производства; - изменение способа установки заготовки - не по центровому отверстию и внутренним канавкам, а по двум центрам. Это позволит производить токарную обработку с одного установа. Внутреннюю канавку, пов. 26,27 и отв. 29 получать на фрезерной операции; - изменение способа получения шлицев - зубодолблением вместо зубонакатки, что более приемлемо для серийного производства. При этом канавку, пов. 5,6 станет возможным выполнить на токарной операции, а не на шлифовальной. Это высвободит один шлифовальный станок; - вместо двух слесарных операций применена электрохимическая, что позволит существенно снизить штучное время; - на основе проведенных научных исследований предложена обработка твердосплавных пластин мощными импульсами тока (ОМИТ), что позволяет повысить их стойкость на 500% и более; - спроектирован патрон токарный поводковый с центром, с механизированным приводом; - спроектирован резец токарный сборный с механическим креплением твердосплавной пластины; - спроектировано приспособление для контроля радиального и торцевого биения с электронными индикаторами Mitutoyo; - спроектировано захватное устройство промышленного робота. Дипломный проект состоит из пояснительной записки в размере 144 страницы, содержащей 32 таблицы, 14 рисунков, и графической части, содержащей 10,5 листов. чертежи: Деталь – 1А1 Заготовка – 0,5А1 План обработки – 2А1 Технологические наладки (токарная с ЧПУ, круглошлифовальная, долбежная) – 2А1 Станочное приспособление (патрон поводковый с центром, с пневмоприводом) – А1 Режущий инструмент (резец токарный сборный) – 0,5А1 Контрольное приспособление (контроль радиального и торцевого биения, электронные индикаторы Mitutoyo) – 1А1 Захватное устройство промышленного робота – 1А1 Научные исследования (повышение стойкости с помощью обработки мощными импульсами тока) – А1 План участка – А1 Планшет - А1 Итого: 12А1 Пояснительная записка – 144 листа + приложения (спецификации, ОК, МК, КЭ) - 16 листов 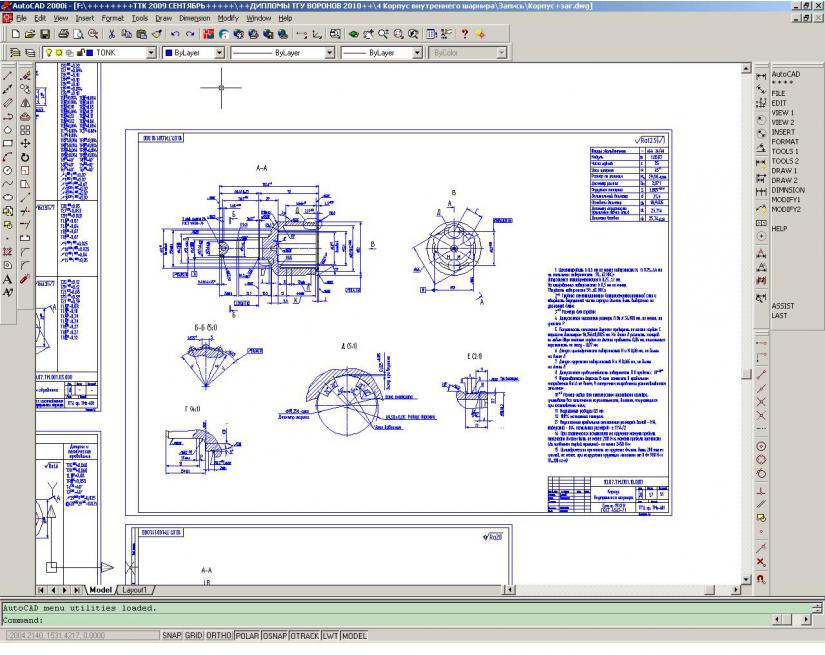 | |
|
|
|
||||
| 2008-2025 Проектанты РУ биржа удаленной работы для инженеров проектировщиков.
Фриланс для инженеров
| ||||
 Нравится
Нравится
Чтобы оставить комментарий, вы должны войти или зарегистрироваться