|
|
Разработка технологического процесса изготовления фрезы пазовой для сегментной шпонкиРазработка технологического процесса изготовления фрезы
пазовой для сегментой шпонки Дипломный проект. Тольятти. Тольяттинский государственный университет, 2010. В дипломном проекте рассмотрены вопросы проектирования технологического процесса изготовления фрезы пазовой в условиях среднесерийного производства Предложено: - применение нового технологического процесса изготовления детали в условиях среднесерийного производства; - получение заготовки из проката нормальной точности с припусками, рассчитанными аналитическим методом; - применение высокопроизводительного оборудования и оснастки; - вместо последовательной обработки торцев и сверления центровых отверстий на токарной операции предложено их обрабатывать на центровочно-подрезной операции параллельно двумя головками; - вместо правки центров применить центрошлифование. Это уменьшило штучное время, увеличило точность центров, уменьшило припуски на обработку; - для фрезерных и токарных работ применили оборудование фирмы Haas Automation, Inc, отличающееся сравнительно небольшой ценой, высокой точностью и наивысшими показателями производительности; - вместо ручной заточки применили автоматическую на заточном станке с ЧПУ фирмы SOFTRON LLC; - вместо ручной слесарной операции применили электрохимическую, что позволило существенно снизить штучное время; - применен режущий инструмент с износостойкими покрытиями, применение которого дает существенное форсирование режимов резания и снижение штучного времени; - на основе проведенных научных исследований предложено применение повышения стойкости быстрорежущих сталей методом импульсной лазерной закалки с предварительной химико-термической обработкой, которой позволит увеличить стойкость быстрорежущего инструмента в 1,5-2,5 раз; - спроектирован резец токарный с механическим креплением режущей пластины, применение которого позволит сократить время замены режущей пластины и повысить надежность крепления режущей пластины; - спроектирован патрон поводковый с автоматизированным приводом для токарной операции. Дипломный проект состоит из пояснительной записки в размере 141 страниц, содержащей 33 таблицs, 13 рисунков, и графической части, содержащей 8.5 листов. чертежи: Деталь – 0.5А1 План обработки – 2А1 Технологические наладки (токарная с ЧПУ, фрезерная с ЧПУ, заточная с ЧПУ) – 1,5А1 Станочное приспособление (патрон поводковый с центром, с пневмоприводом) – А1 Режущий инструмент (резец токарный сборный) – 0,5А1 Научные исследования (лазерная закалка инструмента из быстрорежущей стали с предварительной ХТО) – А1 План участка – А1 Планшет - А1 Итого: 8,5А1 Пояснительная записка – 141 лист + приложения (спецификации, ОК, МК, КЭ) - 16 листов 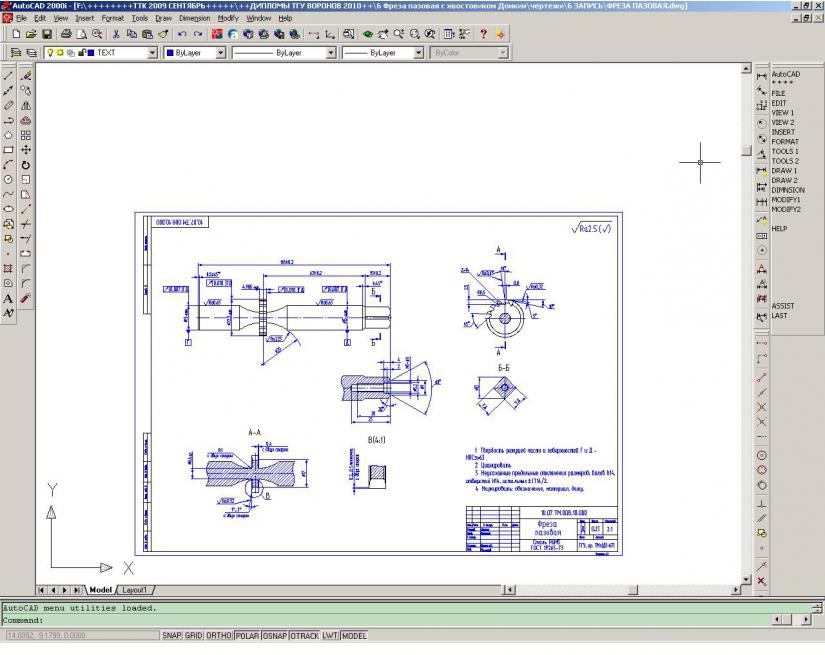 | |
|
|
|
||||
| 2008-2022 Проектанты РУ биржа удаленной работы для инженеров проектировщиков.
Фриланс для инженеров
| ||||

 Нравится
Нравится
Чтобы оставить комментарий, вы должны войти или зарегистрироваться